Additive manufacturing (AM, also called 3D printing) is quickly becoming recognized as an essential tool for small series part production in a variety of high-value industry sectors. The medical, aerospace, and automotive industries are beginning to view 3D printing, particularly powder bed fusion techniques, as a low volume production tool for complex parts rather than only as a means for producing one-off parts and design prototypes.
When considering which powder fusion AM technique to include in a production line, one needs to determine which AM system possesses the appropriate capabilities in terms of material processing, speed, and accuracy at the lowest price possible. Recent innovations have marginally increased this capability to cost ratio. Still, a fundamentally different technical approach — based on selective, highly detailed deposition of multiple powder materials — is needed to radically expand the capabilities of AM and capture new market opportunities apart from the incremental improvements currently being made by the major industry players.
Recent developments in powder bed fusion AM
Manufacturers of AM systems are competing in a fairly crowded market to offer increased capabilities at a lower cost. In the world of powder fusion techniques such as selective laser sintering (SLS) and selective laser melting (SLM), recent competitive innovations have focused on increasing the build size and printing speed. This is being done by expanding build envelopes, adding multiple lasers, and improving powder re-coating processes. Still, all SLS/SLM techniques remain fundamentally the same — a uniform layer of a single powder is spread over a build area and then fused by laser to create solid parts.
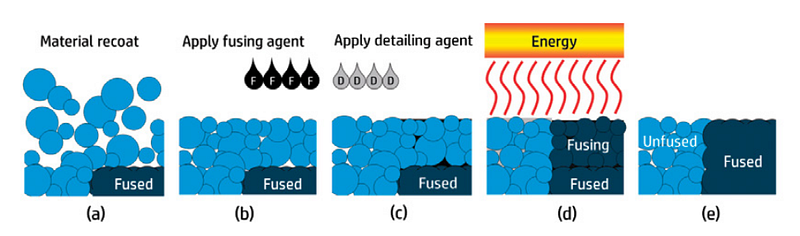
The most intriguing innovation in the polymer SLS market recently was HP’s release of its MultiJet Fusion (MJF) system. The MJF is essentially the first commercialized high-speed sintering (HSS) system. In HSS, an array of inkjet print heads eject a light-absorbing ink onto a uniform layer of polyamide powder that is subsequently exposed to infrared heating lamps rather than a laser. The heating power and time is optimized such that only the ink-printed areas of powder consolidate into a part layer. To create well-defined part borders, an absorption-inhibiting agent is also ejected at the edges of each layer, avoiding unwanted sintering of excess material powder. HP promises in future versions that additional color and ‘property’ agents will be available to create local variations in color and mechanical properties within a part. While these additional features have yet to be demonstrated in real life, one clear advantage of the MJF process over laser-based powder fusion techniques is reduced processing time.
Despite innovation, unsolved issues remain
There is one major disadvantage to both polymer SLS and HSS techniques that has not been adequately addressed by recent innovations: material waste. As a result of the use of uniform layers of a single powder, on average about 80–90% of the polymer powder material is processed but unincorporated into parts, acting as unfused ‘support’ powder. Of course, this would not be a problem if the powder could be directly reused, but as of now this is nearly impossible. The reason? Even in a low oxygen environment, polymers exposed to high heat for long periods of time undergo chemical changes that make their sintering characteristics much less predictable. The less-than-satisfying workaround for this problem is that all ‘used-but-unfused’ powder must be mixed with about 50% virgin powder in order to be reused.
Doing the simple math, it’s easy to see that this rejuvenation process does not even touch 40–45% of the initial powder input, which must be completely scrapped. For cheaper commodity polymers such as the standard polyamide-12 (PA12), this reusage issue is tolerated (albeit at significant expense in terms of manhours, storage costs, and environmental impact). In the case of expensive flame-retardant and high-performance polymers such as polyethylether ketone (PEEK), however, the processing temperatures in SLS are a lot higher, so the chemical changes to the unfused powder material are much more impactful. The consequence of these dramatic chemical changes is that none of the used-but-unfused powder can be reused in another build. For this reason, building parts by SLS from high performance polymers is feasible only for the most cost-insensitive applications.

Another major shortcoming of laser sintering AM methods is that they are inherently mono-material. The promise (and even current use) of AM is to simplify and streamline manufacturing by enabling the production of geometrically complex, functional parts that can effectively replace entire assemblies made from many simple components. In practice, such assemblies are often made from machined or molded components of a variety of materials. It follows, therefore, that a future promise for AM should be to produce parts with spatially varied material composition; that is to say, “multi-material parts”.
Deposition of multiple powders can circumvent many current issues, open other doors
Perhaps the obvious solution to the material degradation and waste powder disposal issues is to simply improve the materials used. New polymer formulations could be developed that resist oxidation and other molecular changes during prolonged heating. Such efforts are indeed being made by almost every major manufacturer of polymer SLS powders, including Arkema, Evonik, EOS, and HP. Even so, the cost and time-consuming nature of R&D require that the products developed be sold at a premium. Rather than developing marginally improved, more expensive materials for the traditional SLS process, perhaps a better solution is to develop an entirely new process that works with as broad a range of existing materials as possible.
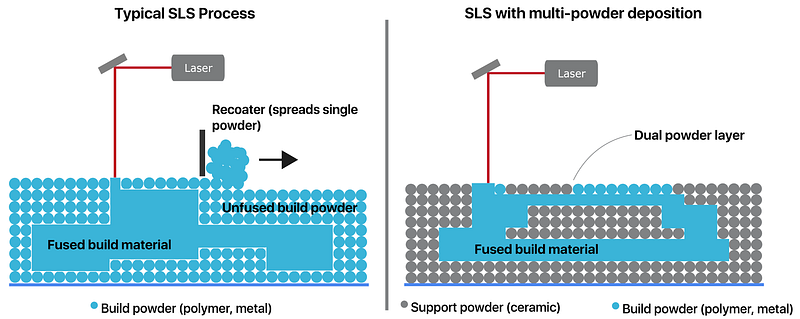
The most obvious way to completely avoid the powder waste issue is to put into the process only the amount of powder that is needed for fusion into a part. That’s to say, one must find a way to deposit a ‘build’ powder in the areas that should eventually be fused into a solid. Of course, some surrounding powder will be needed to mechanically support the part being built, but this does not need to be the same material as the build powder. In fact, it’s probably best if it’s not the same material, as there’s less chance of powder cohesion leading to improper part dimensions and poor surface finish. Furthermore, a time-consuming and cumbersome feature of traditional SLS is the part breakout. In practice, parts produced in SLS are not surrounded by the same loose and flowable powder as was input in the process, so parts cannot be simply picked from the powder bed and quickly dusted off. Instead, a ‘cake’ of powder forms around the part due to partial material sintering at high processing temperatures, so parts must often be separated from the surrounding support powder using a brush followed by sandblasting to remove all excess powder and improve the part surface finish.
A process in which a ‘build’ powder (say, a polymer) is co-deposited with a non-fusible ‘support’ powder (say, a ceramic) would completely circumvent these issues. Expensive polymer powders could be placed only where needed, and cheap, fully reusable ceramic powder would form the surroundings to provide mechanical support during the build process. It’s clear that such a process could reduce powder waste to effectively zero, thus avoiding complications of powder management and allowing the user to use virgin powder for each build. Positive results would include more economical printing and more predictable part properties (color, surface finish, mechanical properties), not to mention swinging the doors to multi-material AM wide open.
So, why isn’t anyone doing multi-powder deposition yet? It turns out it’s extremely challenging to get right.
Multi-powder deposition is not a new idea, but it’s challenging
Deposition of a powder ‘image’ consisting of two or more powders in a flat plane has long been recognized as a potentially powerful tool when applied to the context of additive manufacturing. The first published material describing the construction and testing of a system to control and automate powder deposition is from 1999. In the conference paper, author Joseph Pegna describes the inspiration for the work as being sand painting. Tibetan Buddhist monks create intricate ‘mandala’ patterns by depositing and manipulating colored sand on surfaces by hand. To accomplish this level of detail and accuracy, Pegna proposed a modern, automated approach in which a powder is funneled through a fine pipette tip as vibrations are applied to the pipette. At the same time, a computer numerical control (CNC) X-Y system controls the positioning of the deposition to form an image. The application of vibration energy determines whether or not the powder flows, allowing for images with discontinuous elements. While sand painting provided the inspiration, Pegna was quite clear to stress that such a technique could enable “multi-material layered manufacturing,” in his words.

Several years after Pegna’s initial work, a few independent groups of researchers and engineers followed with their own versions of pipette-mediated powder deposition, also citing multi-material AM as a goal of the work. These setups employed either acoustic or ultrasonic energy applied to the pipette to create a switchable powder ‘valve’. With small bore pipettes they were able to reach minimum line widths on the order of about 100 µm, already about the same minimum feature size as most SLS systems can claim. Despite these advances, no commercial activity developed to incorporate a pipette-based powder deposition system into an AM system. Why? Our guess is that it was simply too slow to be industrially relevant. Pipette-based powder deposition is inherently a point-by-point process that is necessarily hundreds or even thousands of times slower than a line-by-line process operating at the same linear speed. Imagine if your home document scanner could only scan single pixels at a time, rather than lines of pixels of a time; it probably wouldn’t have caught on either!

This shortcoming was clear to the researchers who developed these systems. One patent from the research group of Prof. Suman Das shows a multiplexed array of pipettes capable of patterning powder over a surface in a fast line-by-line manner. Unfortunately, such a system has not, to our knowledge, emerged from the theoretical realm of patents to become a working technology.
The future of multi-powder deposition is an ocean of opportunity
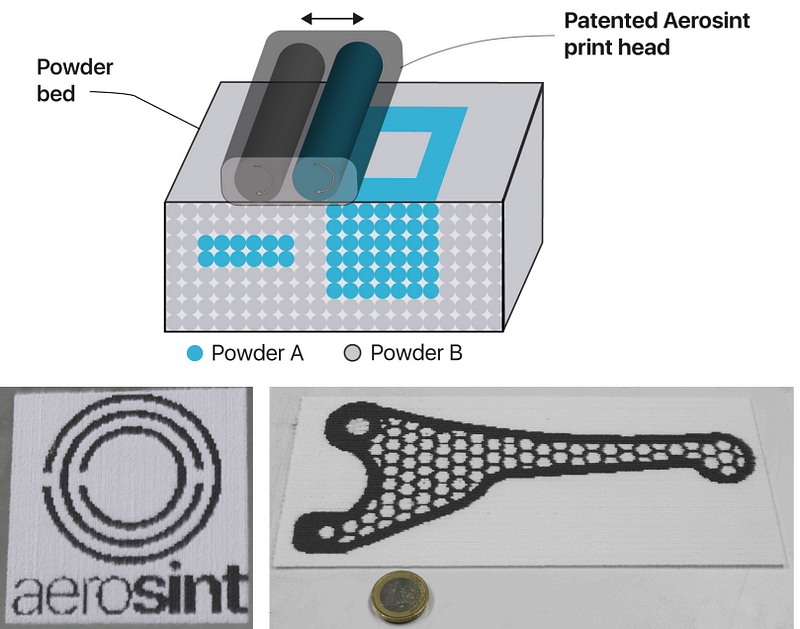
Founded in 2015, our company, Aerosint, has taken a fundamentally different approach to multi-material powder deposition. Instead of a complex array of actuated nozzles, we have developed a patented technology that selectively deposits powder material from a rotating drum that passes over a build area. One drum deposits one material, so at least two drums are used to achieve multi-powder deposition. Our technique is inherently line-by-line, and we can pattern at rates of up to 200 mm/s. This speed is comparable to today’s SLS recoater travel speeds and over 10x faster than the upper limit of a theoretical pipette array (extrapolating from the highest reported deposition speeds for a single pipette). Furthermore, our process is designed to be less sensitive to the powder characteristics than a pipette-based technique, in which powder mass flow rates must be empirically determined for each material to be used. Our goal is to make the process as material-agnostic as possible, so that a broad range of polymers, ceramics, and metals with less-than-optimal powder size distribution and flowability characteristics can be used with ease.
The maturation of multi-powder deposition techniques, whether pipette-based, drum-based, or otherwise, will no doubt open up a sea of opportunities for manufacturers. In addition to the benefits of powder waste reduction, material cost savings, and reduction of post-processing time, we see several areas of opportunity that can only be realized on an industrial scale using a multi-powder approach:
- Waste-free printing of high performance and exotic polymer materials such as PEEK for medical, aerospace, and automotive applications
- Multi-polymer parts for graded mechanical properties, tailorable surface properties
- Direct printing of conductive metal paths within polymer parts for flexible electronics such as ‘smart’ shoe soles, fitness trackers, etc.
- Multi-metal printing for combining the properties of rare and fragile metals with those of cheap and strong metals
- Metal-ceramic co-printing for combining heat resistance and hardness of ceramic materials with the elasticity and strength of metals.
The addition of multi-powder deposition capability to existing powder bed fusion techniques promises cost efficiency and processing capability outside the realm of possibility for SLS today. We believe the AM system manufacturer that embraces the challenging technical approach of multi-powder deposition will grasp a majority share of a new market with few, if any, competitors.
by Kevin Eckes, Ph.D., R&D/Applications Engineer at Aerosint SA