Large-scale additive manufacturing of polymers with excellent mechanical and thermal properties is surprisingly expensive and wasteful. A multi-powder deposition system could save users $40,000 per build in material costs and make series 3D printing of high performance plastics truly economical.
I’ve never gotten around to seeing the movie “The Graduate”. Still, one scene is so often quoted it somehow crossed over into my cultural consciousness. At a party, a family friend strongly encourages Dustin Hoffman’s character to go “into plastics” because “there’s a great future in plastics.” Aside from the common experience of receiving ample unsolicited advice after graduation, what makes this whole exchange funny is that even at that time a career in the plastics industry sounded just plain boring, no matter how new or fast growing it was then. In the decades since “The Graduate” first came out, plastics have infiltrated our lives in countless useful but uninteresting ways, so the idea of “going into plastics” would seem to many to be more banal than ever.
3D printing is quickly changing that sentiment and bringing “sexy” back to plastic parts manufacturing. Of particular interest is the ability to use high performance plastics to replace metals in many applications in which weight is everything, like aerospace. Another area of clear interest is dental and medical devices; 3D printing offers patient-customized solutions for implants, and the use of certain polymers rather than metals can actually lead to vastly better patient outcomes. Despite all its promise, industrial-scale 3D printing of high performance plastics is being hindered in its development and widespread adoption by massively costly material waste issues.
In this perspective, I’ll give a few examples of the potential applications of 3D printed high performance polymers as replacements for metal parts. I will also demonstrate how a multi-powder deposition process like Aerosint’s could dramatically improve the economics of 3D processing of high performance polymers. For simplicity and focus I’ll limit the discussion to polyetheretherketone (PEEK), a polymer in the polyaryletherketone (PAEK) family that has long been recognized for its superb performance in demanding environments.
What is PEEK?
PEEK is a high performance engineering thermoplastic material. Unlike many polymers, PEEK can be used for load bearing applications due to its remarkably high strength, impact resistance, and fatigue resistance. Of particular note is its ability to retain its excellent mechanical properties at service temperatures up to about 260 degrees Celsius. Because of its low density, PEEK is two times lighter than aluminium, three times lighter than titanium, and six times lighter than steel.

PEEK has a low coefficient of friction and does not wear easily, so it can be used for seals, bearings, and joints in environments with extreme temperature and pressure. It is also very chemically resistant and very low moisture-absorbing, so it is particularly well suited for use in harsh environments where metal may corrode.
PEEK in Aerospace applications
When your industry’s primary goal is to oppose the force of gravity, it follows logically that weight is your primary design concern. The aerospace industry is constantly innovating to make airplanes, rockets, and satellites lighter and more efficient, and for this reason they are leading the push to industrialize additive manufacturing (AM). With the cost efficiency at low volume production and geometric freedom offered by AM methods, aerospace companies can produce “topology-optimized” parts at a small scale. In topology optimization, sophisticated computer algorithms optimize a part’s design by removing as much material as possible while ensuring the part can still withstand the required forces. The designs produced are often organic looking, hollow, and generally complex enough that they simply cannot be produced using any manufacturing method but AM. Moreover, the low-volume efficiency of AM methods compared to machining, molding, or casting gives engineers and designers the flexibility to iterate much more easily to achieve the best design in the shortest amount of time.

In one case study performed by researchers at Northwestern University, topology optimization was used to reduce the weight of a typical metal aircraft bracket from 1.09 kg to 0.38 kg — a 65% reduction. Multiplied over the hundreds to thousands of such brackets used in an aircraft or fleet, even weight reductions in relatively small components can add up to real savings in terms of overall aircraft weight and fuel efficiency. The researchers estimated that by replacing a number of routine components with topology optimized parts, overall aircraft weight could be reduced by 4–7% and reduce fuel consumption by as much as 6.4%.
This study didn’t consider the use of high performance polymers in place of metals. The density of PEEK is 1.32 g/cm3, less than half of that of aluminium (about 2.7 g/cm3). So, PEEK parts of the same volume as aluminium parts would have half the weight. Assuming the components from the above analysis could be replaced by PEEK parts of the same volume, a back-of-the-envelope calculation shows that the aircraft weight could be reduced by an additional 1–2%, resulting in an overall 5–9% weight reduction. Even fractions of a percent changes in weight can have a big impact on fuel consumption, so investment in PEEK components rather than aluminium could mean considerable fuel savings over the lifetime of an aircraft or fleet.
PEEK in medical and dental applications
The medical device industry is already benefiting from additive manufacturing of PEEK parts. PEEK has been demonstrated in a number of applications to be a highly biocompatible material, which means it is not readily rejected as foreign material by the body’s immune system. It is already being used in load-bearing spinal fusion implants that are designed to be ‘radiolucent’ (invisible by x-ray) and encourage bone ingrowth for better implant integration.
The freeforming capabilities of 3D printing are particularly well suited to creating bone-replacement implants and prosthetics that have the exact geometry of the patient’s anatomy prior to injury. In especially sensitive applications such as facial and cranial reconstruction, the ability to 3D print an implant with a patient-specific shape and tunable porosity can lead to better integration with existing bone, potentially fewer complications and increased patient satisfaction and quality of life.

3D printed PEEK and PAEK polymers might be particularly valuable as reusable surgical instruments. PEEK tools could be 3D printed to be particularly strong, light, and ergonomic to reduce surgeon fatigue (and thus potentially harmful mistakes) during long operations. For minimally invasive operations guided by fluoroscopy (or live x-ray imaging), radiolucent PEEK tools would not obstruct the surgeon’s view as metal tools would. Finally, because of PEEK’s high temperature tolerance, PEEK tools can be easily sterilized in an autoclave and reused many times.
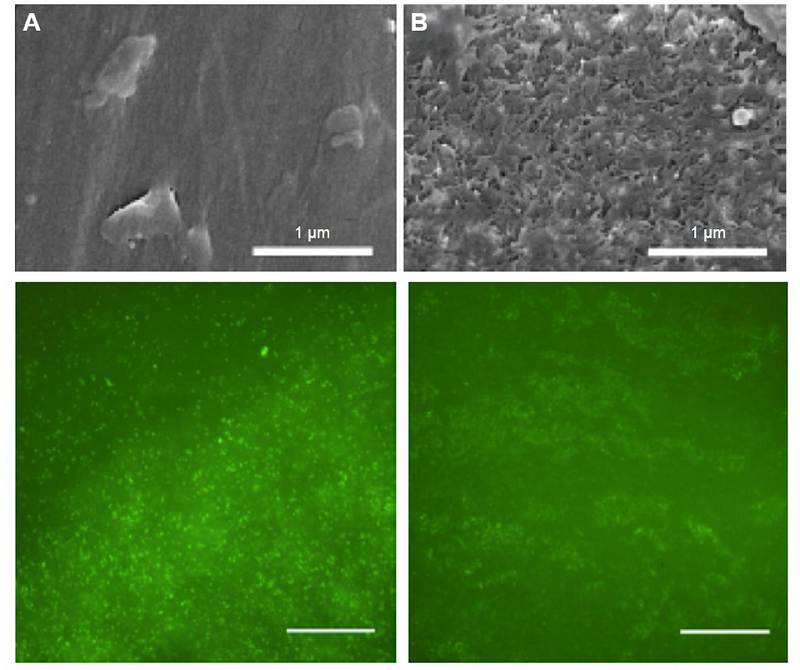
Interestingly, one recent study showed that one PAEK family polymer, polyether ketone ketone (PEKK), could be 3D printed with a “nano-rough” surface to resist bacterial attachment. The researchers reasoned that the surface topography serves to physically disrupt cell membranes as bacteria attempt to attach to the surface. Given the challenge of preventing deadly hospital-acquired infections caused by increasingly antibiotic-resistant bacteria, it may be particularly attractive to turn to mechanical, rather than chemical, approaches to enhance sterility of surgical tools and devices.
The dental field has also turned to PEEK for a number of applications, including dental frameworks for full dentures and false teeth, as well as long-term implantable prostheses that require surgery to place. These devices have patient-specific, complex geometries and are often precision-machined from a block of PEEK polymer using a precise, computer-guided milling machine. Machining is a subtractive manufacturing method, meaning that a great deal of material is wasted in the process and cannot be reused. If dental devices were manufactured by a low-waste additive manufacturing method, material waste costs could be substantially reduced. The cost savings could be passed along to the consumer, enabling a greater number of people to benefit from high-quality dental prosthetics and increasing overall sales volumes for prosthesis manufacturers.

Why 3D print PEEK?
It’s true that for routine, high-volume part production, 3D printing will never replace standard injection molding — a highly consistent, nearly zero-waste process that produces parts with tight dimensional tolerances and excellent mechanical properties. But for parts with complex shapes, industrial 3D printing, and especially selective laser sintering (SLS), offers geometric freedom not possible with injection molding or machining. This geometric freedom is necessary to create strong, light, topology-optimized parts for metal replacement as described above.
Currently, the SLS technique offers the best combination of geometric freedom, speed, and series manufacturing capability. The only other 3D printing technique currently used to produce PEEK parts is fused deposition modeling (FDM), in which the polymer is extruded through a hot tip and cools as it is deposited. FDM is a great method for prototyping, considering the efficient material use, but the relatively slow processing time per layer compared to SLS makes FDM impractical for series production scales beyond a few parts. Furthermore, parts made by FDM are often anisotropic, meaning their mechanical properties are not equal in all spatial dimensions. Often the parts are weakest in the Z-direction, as this is the dimension in which layers are deposited to form the parts. Finally, surface finish of FDM parts can be less than desirable, and because of PEEK’s high resistance to most solvents, post-processing by solvent vapor ‘polishing’ isn’t an available option as it is with common FDM materials like ABS or PLA.
For these reasons, SLS would be the processing method of choice for high performance polymer materials such as PEEK. So why isn’t it being adopted at a high rate? The answer is largely the high cost. SLS machines that can process high temperature-resistant polymers must be carefully designed and built from sophisticated, expensive components. But aside from the machine cost, there is another major operating cost disadvantage: material waste. In the next section we’ll walk through a short cost simulation to demonstrate how expensive SLS processing of PEEK is today, and how a multi-powder deposition system could drastically lower that cost.
Simulation: how multi-powder deposition will slash the cost of PEEK printing
PAEK family polymers are not cheap. They are highly engineered, highly processed materials that, even at large scales, would not be inexpensive to produce. That’s not to say that PEEK won’t one day become cost competitive with other high-end engineering polymers. But for the moment, the synthesis and processing, and re-processing specifically for SLS, means that these materials can cost many hundreds of dollars per kilogram.
Compounding the cost issue is the fact that PEEK powder for SLS is not highly reusable. The high processing temperatures of SLS and long processing times cause any unfused powder to chemically change in ways that reduce its reuse capability. These changes also happen to polyamide-12 (the plastic typically used in polymer SLS) but to a much lesser extent because of its much lower processing temperature. The consequence is that while excess polyamide-12 powder can be reused at a 50% refresh rate (i.e. 50% virgin powder mixed with 50% used powder), for PAEK family polymers the refresh rate is drastically reduced and in some cases none of the excess powder can be reused.
So, doing a bit of simple math it becomes evidently clear how expensive this waste issue can get. Based on the dimensions of an EOS P800 system (the only PEEK-capable SLS system commercially available), a full build requires neary 100 kg of PEEK powder. At a conservative $500/kg (a mid-range price for PEEK powder for SLS), a full build would cost $50,000. The maximum proportion that can be solidified into useful parts is typically about 20%, even with build optimization algorithms that arrange objects in the build to reduce waste. This means that at the end of a build, 80% of the material input into the process is unfused. So, even if we estimate optimistically that 20% of the remaining material can be mixed with new powder and reused, 64% of the original material input into the process must be completely scrapped. The cost of this pure waste is $32,000 per build! With completely non-reusable materials, this amount of waste rises to $40,000. Running at only half time (55 full builds/year), this waste would represent a yearly $1.8–2.2 million loss for the service bureau. For a printing service provider making PEEK parts frequently, it would take only around 9 months to generate a dollar amount of material waste that exceeds the cost of the P800 system itself!

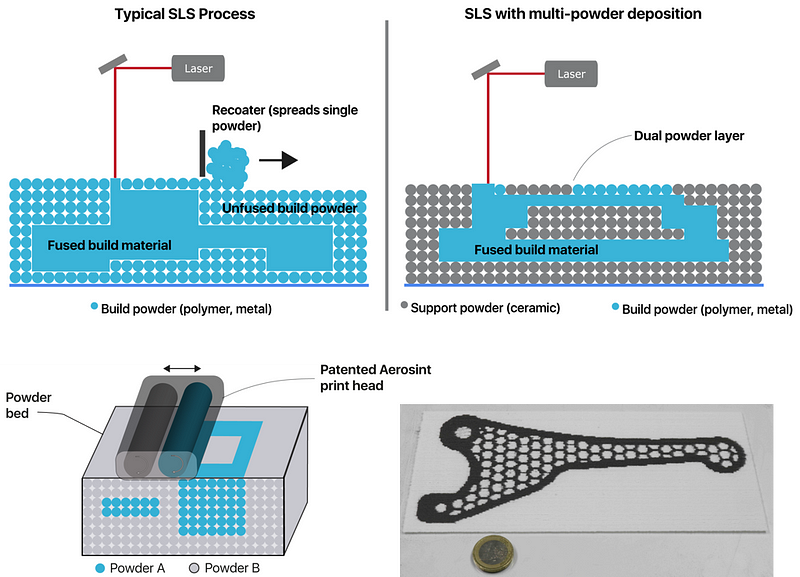
Not even the highest-value industry should accept this volume and cost of waste. The solution Aerosint presents to this problem is to use an alternate, non-fusible support material. By depositing expensive PEEK powder only where it will be needed within a layer and depositing an inexpensive ceramic powder everywhere else to act as a support, PEEK powder waste could be reduced to nearly zero. Of course, this requires a spatially selective powder deposition system. Such a system is exactly what we are developing right now. We have designed, patented, and built a system that deposits powder voxels onto a surface in a line-by-line manner, allowing for powder recoating speeds that are equal to (and eventually greater than) the industry standard. In addition to making material waste a non-issue, we see our system as uniquely suited to bring multi-material capabilities to 3D printing. See our previous Medium article for more on that.
Of course, there are numerous challenges associated with such a new approach to industrial additive manufacturing. We have to ensure that any cross contamination between build and support powders is negligible to a degree that is accepted by the industry. We must also prove as well that our system can produce parts with similar or better density and material properties as SLS-produced parts. We need to validate our assumption that the use of an alternate support powder will not create an unmanageable thermal control situation that could lead to bad part quality. Despite these challenges, it is our belief that by taking a dramatically different approach to material handling in 3D printing, we can make 3D printing of high performance polymers truly affordable and thus broaden the market for them. Aerosint technology will further boost the potential of 3D printing and help realize that “great future in plastics” foretold decades ago.
by Kevin Eckes, Ph.D., R&D/Applications Engineer at Aerosint SA
Also read: Solvay and Aerosint collaborate on 3D-printing specialty polymers